400-850-4050
400-850-4050

没有找到您想要的?
立即咨询专业工程师为您服务


















连锡指两个及多个焊点被焊料连接在一起,造成外观及功能上不良。结构设计缺陷、工艺不良、焊料不良等都会导致元器件出现锡珠、连锡、虚焊等失效问题,影响产品使用可靠性。
某LED 显示模组表面喷墨后高温烘烤,烘烤后出现大量锡珠,且局部列亮。
接下来将通过无损检测、表面分析、切片分析、成分分析等失效分析手段,查找模组烘烤后出现大量锡珠的原因,并提出改善建议。
1.失效复现&外观检查
对模组通电后进行失效现象确认,不良样品模组均出现列亮异常,未喷墨样品未见明显异常。
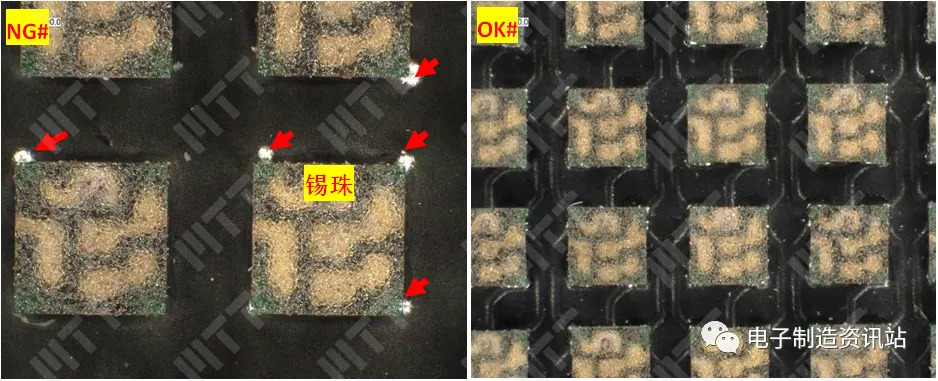
NG模组灯珠焊点周围,外观检查均发现大量锡珠存在;而未喷墨的正常样品模组灯珠焊点周围均未见明显异常。
图1.NG样品与未喷墨OK样品光学检查照片
2.无损检测
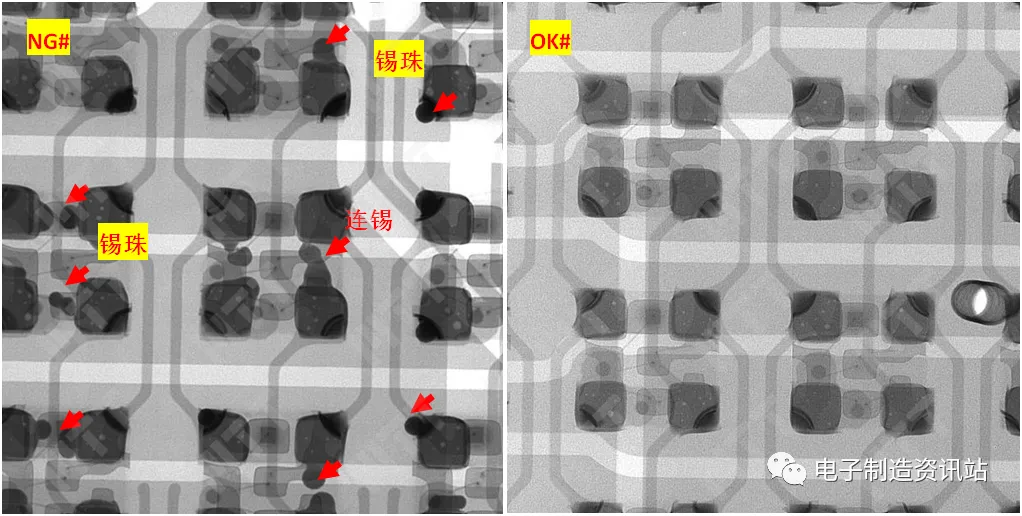
NG模组列亮异常灯珠焊点周围发现有大量锡珠现象,局部存在连锡异常;OK模组灯珠焊点周围未见明显异常。
图2.NG和OK透射检查照片
3.表面分析
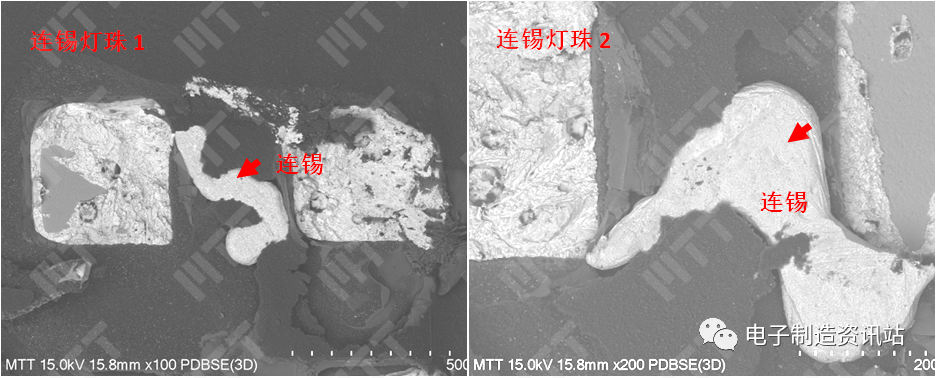
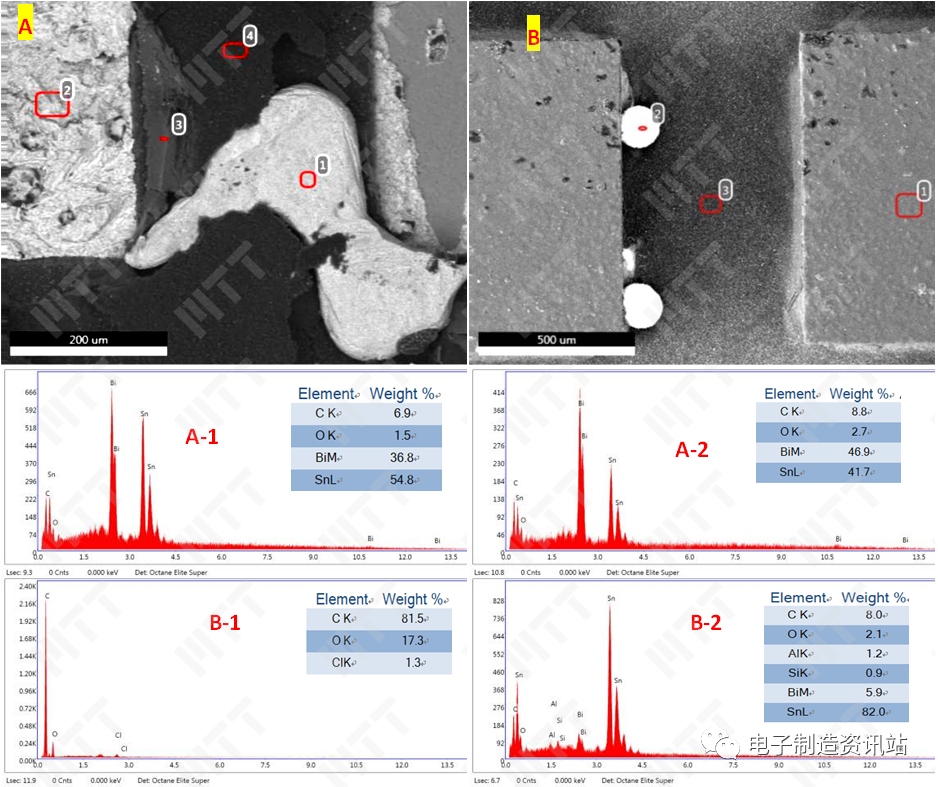
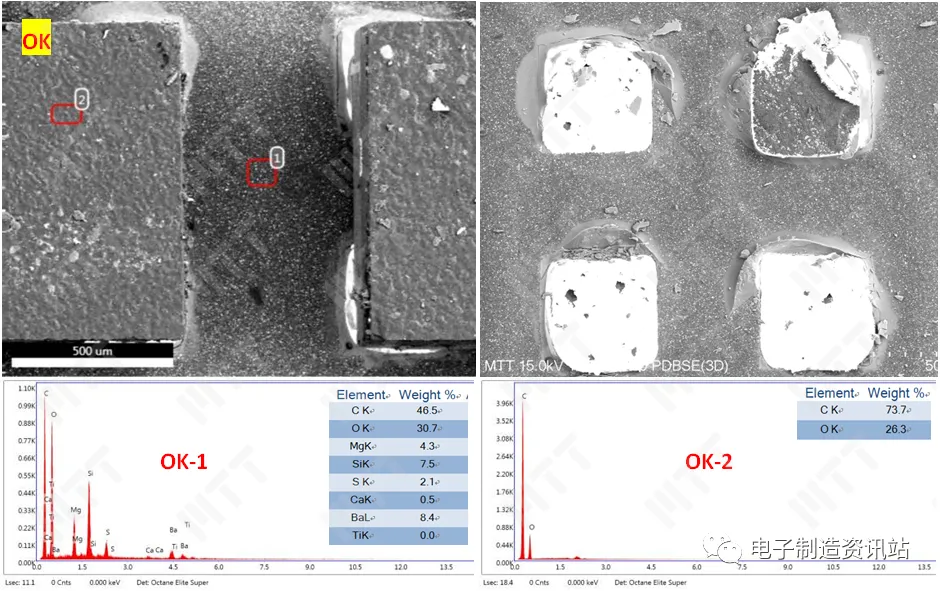
NG透射检查灯珠连锡异常位置剥离灯珠后,灯珠焊盘间确实存在连锡异常;未剥离灯珠边缘也可见有明显锡珠存在;焊盘处焊锡与连锡处焊锡成分均为锡铋焊料,未见明显区别。
图3. NG连锡灯珠机械剥离后界面形貌及EDS成分结果
OK灯珠剥离后界面和未剥离灯珠周围均未见锡珠及连锡异常。
图4.OK灯珠机械剥离后界面形貌及EDS成分结果
4.剖面分析
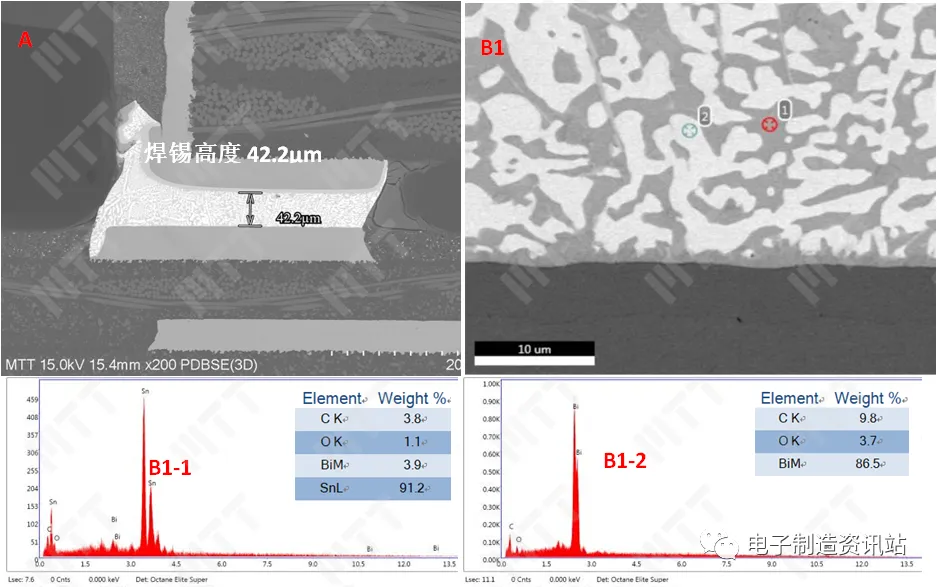
NG连锡处焊锡和OK正常焊点焊锡,两者均为锡铋焊料,形貌和成分均未见明显区别;油墨与阻焊层之间界面轮廓清晰,界限分明,未发现明显反应迹象。灯珠焊点焊锡高度对比显示:连锡灯珠的焊点焊锡高度为28.3µm,远低于正常样品灯珠焊点高度。
以上结果可以说明:NG连锡处焊锡来自焊点焊锡,其形成过程推测为:焊点在高温烘烤过程中熔融,被周围油墨膨胀排挤而导致连锡发生,后续对连锡形成机理进一步分析。
图5.NG#连锡灯珠切片后截面形貌及EDS成分谱图
图6.OK#灯珠焊点切片后截面形貌及EDS成分谱图
5.油墨成分分析&含水量分析
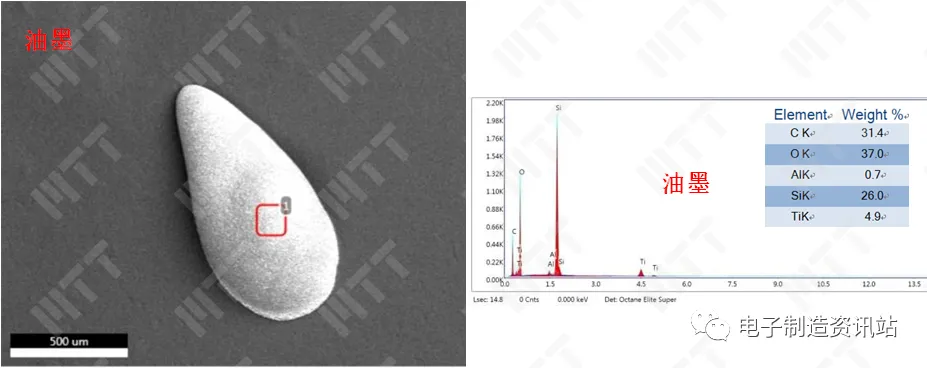
油墨EDS成分分析显示:油墨含有Si/C/O/Ti/Al元素;
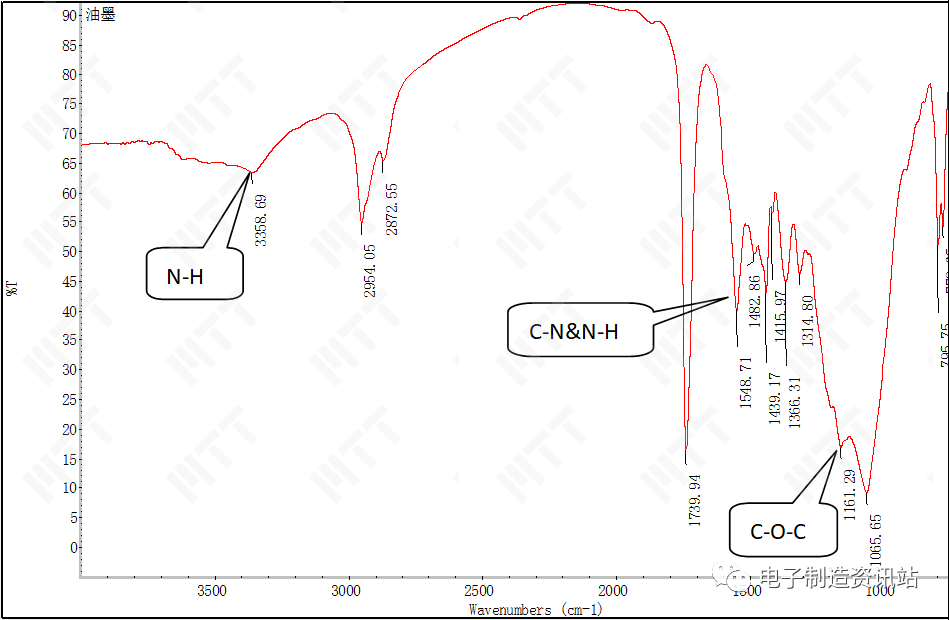
油墨FTIR成分分析显示:油墨主要成分为二氧化硅填充的氨基丙烯酸树脂。
图7. 油墨形貌及EDS成分分析谱图
图8. 油墨FTIR分析谱图
对油墨中水含量进行测试,结果显示油墨中水重量百分比含量为1.38%。
6.热性能分析
6.1 熔点测试
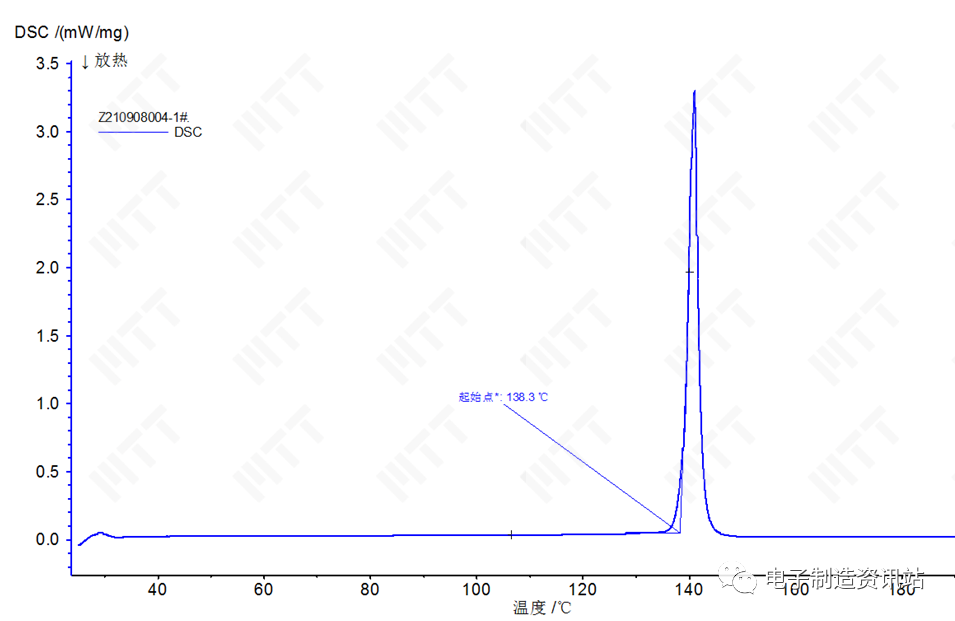
将锡膏融成锡块后,对锡块熔点进行测试,结果如下:
1)焊锡熔点为138.3℃。
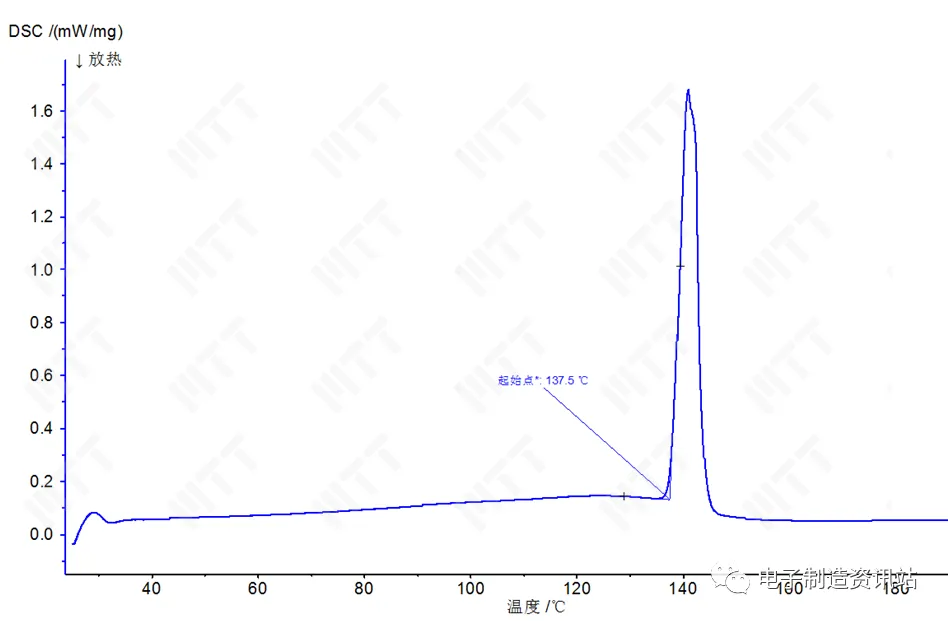
2)模拟试验:焊锡+油墨(混合比例1:1)熔点为137.5℃,与未添加油墨时焊锡熔点无明显区别,说明焊锡熔点未受到油墨的影响。
图9.焊锡熔点测试曲线
图10.焊锡+油墨(比例1:1)熔点测试曲线
6.2 油墨TG测试
参考BS EN ISO 11358-1:2014 塑料 聚合物热重法(TG) 第1部分:通则,对油墨TG进行测试,结果如下:
油墨质量在112.3℃-250℃之间急剧降低,说明在该温度区间,油墨发生了急剧的挥发分解反应。而焊锡熔点在137.5℃-138.3℃,油墨急剧挥发时,焊锡处于熔融状态,故焊点焊锡一定承受了来自油墨挥发及膨胀的内应力作用。
7.模拟试验
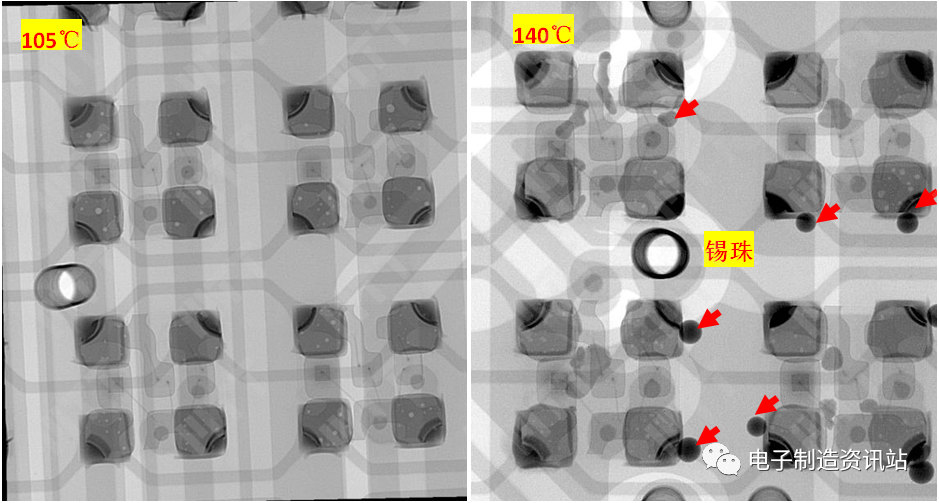
对未喷油墨模组涂抹油墨后,分别在不同温度条件下烘烤一定时长,然后对烘烤后样品进行透视检查,结果如下:
1)70℃-130℃恒温烘烤后,发现模组灯珠焊锡周围未见明显锡珠异常。
2)140℃/160℃恒温烘烤后,发现模组灯珠焊锡周围可见大量锡珠现象,不良现象与失效样品一致。
以上结果说明,烘烤温度高于焊锡熔点后,模组灯珠焊锡周围一定会有锡珠异常的产生,而温度低于焊锡熔点时,将不会产生锡珠及连锡等异常现象。
图11.模拟喷墨烘烤后X-Ray透射检查图片
8.总结与建议
结论:综上所述,模组发生列亮异常的直接原因为模组灯珠焊点间发生了连锡异常,而连锡产生的原因为喷墨后烘烤过程中,温度高于焊锡熔点,导致焊点焊锡熔融,而油墨在该温度下急剧挥发、膨胀,导致周围熔融焊点被排挤而出现连锡及爆锡锡珠异常。
建议:降低烘烤温度,建议按照规格书固化工艺参数进行管理。









美信检测实验室
了解公司更多资讯

MTTlab-电子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金属材料
查看更多精彩案例

视频号
查看更多精彩视频









 深圳:深圳市宝安区松柏路北大科创园A1、A3、A5栋苏州:苏州市苏州工业园区长阳街415号信药谷3栋苏州市苏州工业园区岸芷街39号内4号楼1楼西安:西安市未央区尚苑路秦创原新材料产业创新中心(北门)6幢1楼
深圳:深圳市宝安区松柏路北大科创园A1、A3、A5栋苏州:苏州市苏州工业园区长阳街415号信药谷3栋苏州市苏州工业园区岸芷街39号内4号楼1楼西安:西安市未央区尚苑路秦创原新材料产业创新中心(北门)6幢1楼